![[HAILI Craft] Polyethylene PE80, PE100 Water Supply Pipe Extrusion Defect Analysis and Countermeasures](/upfile/hdpe-water-pipe675.jpg)

Introduction
High-density polyethylene water supply pipe is a new generation of extruded products, mainly PE80, PE100 and so on. The product is widely used in urban drinking water, industrial water, farmland irrigation and irrigation, etc. due to its high strength, aging resistance, light weight and convenient installation and construction.
Since the production of high-density polyethylene (PE80, PE100) water supply pipe includes raw material selection, formulation, process, equipment, mold and other factors, it is inevitable that various problems and defects will occur in the product. It is necessary to quickly and effectively eliminate each For such defects, it is necessary to formulate a treatment plan scientifically and reasonably from the influencing factors.
High-density polyethylene (PE80, PE100) water supply pipe quality requirements
In general, the quality requirements for high-density polyethylene (PE80, PE100) water supply pipes include appearance quality, specifications and tolerances, and physical and mechanical properties.
Appearance quality: The inner and outer wall surfaces of the pipe should be clean, smooth, and do not allow bubbles, obvious scratches, dents, impurities, uneven color, etc.
Specifications and tolerances and physical and mechanical properties: A certain size of high-density polyethylene pipe, its outer diameter, inner diameter wall thickness and out-of-roundness, hydrostatic strength, elongation, longitudinal retraction rate, etc. must comply with GB/T13663—2000 standard.

Factors affecting the quality of high-density polyethylene (PE80, PE100) water supply pipe 3
Raw materials and formula
The formulation of high-density polyethylene pipe is designed according to the type and performance of the product, and the best formula is designed.
The choice of resin raw materials The resin used in high density polyethylene pipe is LCL according to the material.
(Material 2 0 ° C, 5 O years long-term hydrostatic strength 9 7. 5% confidence lower limit) and MRS (material minimum required hydrostatic strength) values are selected, as shown in Table 1.
表 1 树脂原料的选择
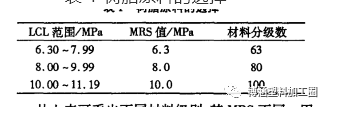
From the above table, the different material grades can be seen, and their MRS is different. Therefore, when selecting a resin, it is necessary to select the correct raw material in combination with the product's performance and molding process requirements.
Colorant
Firstly, the selected colorant should have good compatibility with the resin and low water extraction rate. Secondly, considering the influence on the molding machine and the mold, the colorant will deposit on the surface of the mold during the melt molding process of the resin, resulting in the surface of the product. defect.
Production equipment
Equipment for producing high-density polyethylene (PE8 0, PE1 0 0) water supply pipes are: extruders, heads or molds, vacuum sizing devices, cooling devices, tractors, etc.
Poly Extruder
As an extruder for plasticizing, conveying materials and providing molding pressure, the degree of mixing of the plasticizing effect of the material, the uniformity of the temperature, and the stability of the extrusion pressure are determined. Plasticizing effect on the intrinsic quality of the product
And the appearance of gloss has a great influence; the degree of mixing will affect the performance uniformity of the product; the temperature of the extrudate is not uniform, it is easy to make the product size uneven, deformation, reduce the performance of the product; fluctuations in extrusion pressure will cause The size of the product fluctuates, the production is unstable, and even the product is stuck or pulled off.
At present, the equipment used for high-density polyethylene water supply pipes is basically a single-screw extruder, the screw is a double-wave refueling nail structure, and the aspect ratio is 3 3 (or 34): 1. The feed port of the barrel is increased by forced feeding. Function, after this improvement, the feed amount in the production is large, stable, the plasticizing effect is good, the production pressure is stable, the discharge is stable, and the product quality is improved.
Head or mold
The machine head mainly molds the melt-plasticized resin into a desired cross-sectional shape under a certain pressure, which determines the outer shape, tolerance and apparent quality of the product, affects the physical and mechanical properties of the product, production efficiency and stability of operation. . If the screw head feed slot is not designed properly, it will cause weld marks and affect the strength of the weld. The flow path in the machine head is not smooth, which causes the material flow to be unsmooth and the discharge is uneven. The gap and concentricity of the core mold and the die of the machine head have a great influence on the uniformity of the wall thickness of the product. At present, the used heads are bracket type, spiral type, and screen basket type. High-density polyethylene water supply pipes are mainly spiral type and screen basket type.
The vacuum sizing device vacuum sizing device makes the pipe parison sizing into a certain roundness of the pipe, which determines the outer diameter size and the out-of-roundness of the pipe. The sizing sleeve is short, the sizing is not good, and the outer diameter is small. The sizing sleeve length, the pipe and the sizing sleeve increase the friction force, and the traction power should be increased.
Auxiliary equipment
The cooling device acts to fix the outer diameter of the pipe, which improves the appearance of the pipe and improves the mechanical properties of the pipe. Stable traction device to make the pipe meet certain thickness and tolerance dimensions.
Process control
The design and control of extrusion process parameters directly affects the quality and productivity of the product. High-density polyethylene (PE8 0, PE1 0 0) water supply pipe production process parameters include extrusion temperature, screw speed, head pressure, vacuum, traction speed and so on.
Preparation of raw materials
The compounding amount of the resin and each auxiliary agent should be accurate, and the mixture is sufficiently stirred to uniformly mix the materials, and the drying device is used to sufficiently dry the raw materials to remove water. Ensure that no air bubbles are generated on the inner and outer walls of the pipe.
Extrusion temperature
The process temperature of the extruder directly affects the quality of the molding process and the pipe. If the temperature is too low, the material is not plasticized, the surface of the molded product is rough; if the temperature is too high, the plastic is easy to bond with the surface of the mold and the sizing sleeve.
The surface of the product is scratched, so it is important to choose a suitable processing temperature.

Screw speed
Screw speed is one of the most important process parameters in the extrusion molding process. Increasing the rotation speed, increasing the output, increasing the shear rate, and decreasing the viscosity of the material are beneficial to the plasticization of the material. However, the increase of the rotation speed also needs to consider the extruder. Plasticizing capacity and melt pressure range, otherwise the material flow rate is too fast, which may cause the material to be pressed into the machine head before it is completely plasticized, which seriously affects the product quality; therefore, the screw speed is adjusted lower when driving, and the speed is gradually increased. .
Head pressure
The head pressure is the melt pressure. Generally, the head pressure is increased, the melt volume is compressed, the molecular chain is tightly packed, the material viscosity is increased, the fluidity is reduced, the extrusion yield is decreased, but the extrusion product is dense, and the product quality is If the head pressure is too small, the tube blank will be easily sucked during molding, and the mechanical properties will also decrease.
Vacuum degree
The degree of vacuum is an important index to measure the sizing of the pipe billet after entering the sizing sleeve. Generally, the larger the degree of vacuum, the better the sizing of the pipe parison. If the degree of vacuum is small, the sizing of the pipe parison is not good. The outer diameter of the pipe is small, and the deviation of the roundness is large.
Traction speed Traction speed and extrusion speed match, too fast, it is easy to cause the pipe wall to be thin and broken; too slow will increase the wall thickness or cause local accumulation in the pipe.
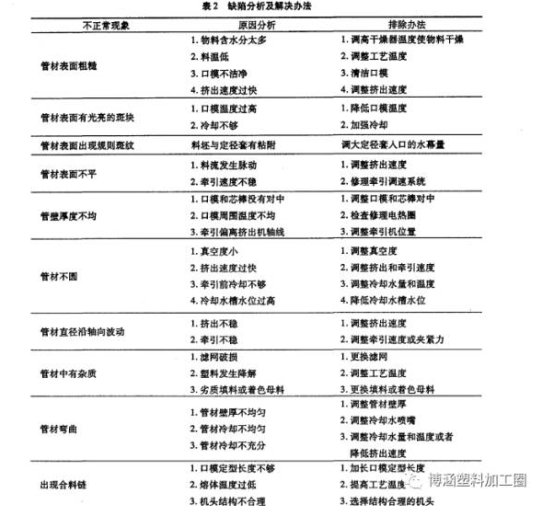
Defect analysis and countermeasures
In the process of extrusion molding of high-density polyethylene (PE80, PE100) water supply pipes, the following common defects are as follows. See Table 2.
Conclusion of poly water pipe
To improve the product quality of high-density polyethylene (PE80, P E100) water supply pipe, according to the use and requirements of the product, select the appropriate molding equipment and control the various processes on the basis of strict and precise selection of raw and auxiliary materials. Timely and accurate resolution of temporary fault defects.


981.webp)

 (1)379.webp)

294.webp)
476.webp)
420.webp)
146.webp)
460.webp)
287.webp)
274.webp)
688.webp)


